

- 焊點(diǎn)的失效模式
- 影響無(wú)鉛焊點(diǎn)可靠性的因素
- 無(wú)鉛焊點(diǎn)可靠性測(cè)試方法
隨著電子信息產(chǎn)業(yè)的日新月異,微細(xì)間距器件發(fā)展起來(lái),組裝密度越來(lái)越高,誕生了新型SMT、MCM技術(shù),微電子器件中的焊點(diǎn)也越來(lái)越小,而其所承載的力學(xué)、電學(xué)和熱力學(xué)負(fù)荷卻越來(lái)越重,對(duì)可靠性要求日益提高[1]。電子封裝中廣泛采用的SMT封裝技術(shù)及新型的芯片尺寸封裝(CSP)、焊球陣列(BGA)等封裝技術(shù)均要求通過焊點(diǎn)直接實(shí)現(xiàn)異材間電氣及剛性機(jī)械連接(主要承受剪切應(yīng)變),它的質(zhì)量與可靠性決定了電子產(chǎn)品的質(zhì)量。
一個(gè)焊點(diǎn)的失效就有可能造成器件整體的失效,因此如何保證焊點(diǎn)的質(zhì)量是一個(gè)重要問題。傳統(tǒng)鉛錫焊料含鉛,而鉛及鉛化合物屬劇毒物質(zhì),長(zhǎng)期使用含鉛焊料會(huì)給人類健康和生活環(huán)境帶來(lái)嚴(yán)重危害。
目前電子行業(yè)對(duì)無(wú)鉛軟釬焊的需求越來(lái)越迫切,已經(jīng)對(duì)整個(gè)行業(yè)形成巨大沖擊。無(wú)鉛焊料已經(jīng)開始逐步取代有鉛焊料,但無(wú)鉛化技術(shù)由于焊料的差異和焊接工藝參數(shù)的調(diào)整,必不可少地會(huì)給焊點(diǎn)可靠性帶來(lái)新的問題。因此,無(wú)鉛焊點(diǎn)的可靠性也越來(lái)越受到重視。本文敘述焊點(diǎn)的失效模式以及影響無(wú)鉛焊點(diǎn)可靠性的因素,同時(shí)對(duì)無(wú)鉛焊點(diǎn)可靠性測(cè)試方法等方面做了介紹。
焊點(diǎn)的失效模式
焊點(diǎn)的可靠性實(shí)驗(yàn)工作,包括可靠性實(shí)驗(yàn)及分析,其目的一方面是評(píng)價(jià)、鑒定集成電路器件的可靠性水平,為整機(jī)可靠性設(shè)計(jì)提供參數(shù);另一方面,就是要提高焊點(diǎn)的可靠性。這就要求對(duì)失效產(chǎn)品作必要的分析,找出失效模式,分析失效原因,其目的是為了糾正和改進(jìn)設(shè)計(jì)工藝、結(jié)構(gòu)參數(shù)、焊接工藝等,焊點(diǎn)失效模式對(duì)于循環(huán)壽命的預(yù)測(cè)非常重要,是建立其數(shù)學(xué)模型的基礎(chǔ)。下面介紹3種失效模式。
1焊接工藝引起的焊點(diǎn)失效
焊接工藝中的一些不利因素及隨后進(jìn)行的不適當(dāng)?shù)那逑垂に嚳赡軙?huì)導(dǎo)致焊點(diǎn)失效。SMT焊點(diǎn)可靠性問題主要來(lái)自于生產(chǎn)組裝過程和服役過程。在生產(chǎn)組裝過程中,由于焊前準(zhǔn)備、焊接過程及焊后檢測(cè)等設(shè)備條件的限制,以及焊接規(guī)范選擇的人為誤差,常造成焊接故障,如虛焊、焊錫短路及曼哈頓現(xiàn)象等。
另一方面,在使用過程中,由于不可避免的沖擊、振動(dòng)等也會(huì)造成焊點(diǎn)的機(jī)械損傷,如波峰焊過程中快速的冷熱變化對(duì)元件造成暫時(shí)的溫度差,使元件承受熱一機(jī)械應(yīng)力。當(dāng)溫差過大時(shí),導(dǎo)致元件的陶瓷與玻璃部分產(chǎn)生應(yīng)力裂紋。應(yīng)力裂紋是影響焊點(diǎn)長(zhǎng)期可靠性的不利因素。
同時(shí)在厚、薄膜混合電路(包括片式電容)組裝過程中,常常有蝕金、蝕銀的現(xiàn)象。這是因?yàn)楹噶现械腻a與鍍金或鍍銀引腳中的金、銀形成化合物,從而導(dǎo)致焊點(diǎn)的可靠性降低。過度的超聲波清洗也可能對(duì)焊點(diǎn)的可靠性有影響。
2時(shí)效引起的失效
當(dāng)熔融的焊料與潔凈的基板相接觸時(shí),在界面會(huì)形成金屬間化合物(intermetallicCompounds)。在時(shí)效過程中,焊點(diǎn)的微結(jié)構(gòu)會(huì)粗化,界面處的IMC亦會(huì)不斷生長(zhǎng)。焊點(diǎn)的失效部分依賴于IMC層的生長(zhǎng)動(dòng)力學(xué)。界面處的金屬間化合物雖然是焊接良好的一個(gè)標(biāo)志,但隨著服役過程中其厚度的增加,會(huì)引起焊點(diǎn)中微裂紋萌生乃至斷裂。
當(dāng)其厚度超過某一臨界值時(shí),金屬間化合物會(huì)表現(xiàn)出脆性,而由于組成焊點(diǎn)的多種材料間的熱膨脹失配,使焊點(diǎn)在服役過程中會(huì)經(jīng)歷周期性的應(yīng)變,形變量足夠大時(shí)會(huì)導(dǎo)致失效。研究表明Sn60/Pb40軟釬料合金中加入微量稀土元素鑭,會(huì)減少金屬化合物的厚度,進(jìn)而使焊點(diǎn)的熱疲勞壽命提高2倍,顯著改善表面組裝焊點(diǎn)的可靠性。
3熱循環(huán)引起的失效
電子器件在服役條件下,電路的周期性通斷和環(huán)境溫度的周期性變化會(huì)使焊點(diǎn)經(jīng)受溫度循環(huán)過程。封裝材料問的熱膨脹失配,將在焊點(diǎn)中產(chǎn)生應(yīng)力和應(yīng)變。如在SMT中芯片載體材料A1203陶瓷的熱膨脹系數(shù)(CTE)為6×10-6℃-1,而環(huán)氧樹脂/玻璃纖維基板的CTE則為15×10-6℃-1。溫度變化時(shí),焊點(diǎn)將承受一定的應(yīng)力和應(yīng)變。一般焊點(diǎn)所承受應(yīng)變?yōu)?%~20%。在THT工藝中,器件的柔性引腳會(huì)吸收由于熱失配而引起的大部分應(yīng)變,焊點(diǎn)真正承受的應(yīng)變是很小的。而在SMT中,應(yīng)變基本由焊點(diǎn)來(lái)承受,從而會(huì)導(dǎo)致焊點(diǎn)中裂紋的萌生和擴(kuò)展,最終失效。
[page]
由于焊點(diǎn)是因熱膨脹系數(shù)不匹配產(chǎn)生熱應(yīng)力而開裂并導(dǎo)致失效,所以提高無(wú)引線元件與基板材料的熱匹配最容易成為人們首先關(guān)注的問題。目前已研究開發(fā)出42%Ni-Fe合金(CTE=5×10-6℃-1)、Cu-36%Ni-Fe合金(銦瓦合金)、Cu-Mo-Cu及石英纖維復(fù)合材料等新材料,其中Cu-銦瓦-Cu復(fù)合基板改變其中各成份比例,用此基板鉛焊的焊件經(jīng)1500次熱沖擊實(shí)驗(yàn),無(wú)焊點(diǎn)失效。另外還開發(fā)了在印制板上復(fù)合一層彈性較大的應(yīng)力吸收層,用以吸收由于熱失配引起的應(yīng)力等方面的技術(shù),也取得了比較好的效果。但新型基板材料的工藝復(fù)雜,價(jià)格相對(duì)昂貴,其實(shí)用性受到一定限制。
影響無(wú)鉛焊點(diǎn)可靠性的因素
1對(duì)無(wú)鉛焊料的性能要求
傳統(tǒng)錫鉛焊料因具有價(jià)廉、易焊接、成形美觀以及物理、力學(xué)和冶金性能好等特點(diǎn)而作為連接元器件和印刷電路板的標(biāo)準(zhǔn)材料,并形成了一整套的使用工藝,長(zhǎng)期以來(lái)深受電子廠商的青睞。但由于鉛及鉛化合物對(duì)人類健康和生活環(huán)境的不利影響,限制和禁止使用含鉛焊料的呼聲日益高漲,各國(guó)政府紛紛制定相應(yīng)的法規(guī)約束電子產(chǎn)品的使用材料和廢棄物的處理,電子封裝的環(huán)境友好化要求已成為全球趨勢(shì)。因此目前電子行業(yè)全面面臨無(wú)鉛化的要求,已經(jīng)對(duì)整個(gè)行業(yè)形成巨大沖擊。近幾年無(wú)鉛焊料迅速發(fā)展起來(lái),最常用的是Sn-Ag-Cu系列。
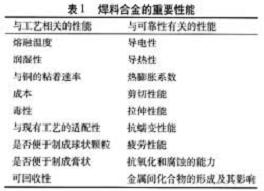
微電子領(lǐng)域使用的焊料有著很嚴(yán)格的性能要求,無(wú)鉛焊料也不例外,不僅包括電學(xué)和力學(xué)性能,還必須具有理想的熔融溫度。從制造工藝和可靠性兩方面考慮,表1列出了焊料合金的一些重要性能。
2影響無(wú)鉛焊點(diǎn)可靠性的因素
與傳統(tǒng)的含鉛工藝相比,無(wú)鉛化焊接由于焊料的差異和工藝參數(shù)的調(diào)整,必不可少地會(huì)給焊點(diǎn)可靠性帶來(lái)一定的影響。首先是目前無(wú)鉛焊料的熔點(diǎn)較高,一般都在217℃左右,而傳統(tǒng)的Sn-Pb共晶焊料熔點(diǎn)是183℃,溫度曲線的提升隨之會(huì)帶來(lái)焊料易氧化及金屬間化合物生長(zhǎng)迅速等問題。其次是由于焊料不含Pb,焊料的潤(rùn)濕性能較差,容易導(dǎo)致產(chǎn)品焊點(diǎn)的自校準(zhǔn)能力、拉伸強(qiáng)度、剪切強(qiáng)度等不能滿足要求。以某廠商為例,原含鉛工藝焊點(diǎn)不合格率一般平均在50×10-6(0.05%)左右,而無(wú)鉛工藝由于焊料潤(rùn)濕性差,不合格率上升至200×10-6~500×10-6(0.2~0.5%)。
鑒于無(wú)鉛化焊點(diǎn)可靠性方面目前仍存在許多問題,有必要對(duì)此進(jìn)行分析。無(wú)鉛焊點(diǎn)的可靠性問題主要來(lái)源于:焊點(diǎn)的剪切疲勞與蠕變裂紋[7,8,9]、電遷移[8,10]、焊料與基體界面金屬間化合物形成裂紋[7,8,11,12]、Sn晶須生長(zhǎng)引起短路[7,8],電腐蝕和化學(xué)腐蝕問題r¨等。以下我們主要從設(shè)計(jì)、材料與工藝角度介紹影響無(wú)鉛焊點(diǎn)可靠性的一些因素。
(1)設(shè)計(jì):PCB的合理設(shè)計(jì)問題。如焊盤設(shè)計(jì)不合理、發(fā)熱量大的元件密集分布、相鄰高大元件在回流焊時(shí)產(chǎn)生“高樓效應(yīng)”、形成熱風(fēng)沖擊等。
(2)材料:焊料的選擇極為重要。目前,大多采用錫銀銅合金系列,液相溫度是217℃-221℃,這就要求再流焊具有較高的峰值溫度,如前所述會(huì)帶來(lái)焊料及導(dǎo)體材料(如Cu箔)易高溫氧化、金屬間化合物生長(zhǎng)迅速等問題。因?yàn)樵诤附舆^程中,熔融的釬料與焊接襯底接觸時(shí),由于高溫在界面會(huì)形成一層金屬間化合物(IMc)。其形成不但受回流焊溫度、時(shí)間的控制,而且在后期使用過程中其厚度會(huì)隨時(shí)間增加。
研究表明界面上的金屬間化合物是影響焊點(diǎn)可靠性的一個(gè)關(guān)鍵因素。過厚的金屬間化合物層的存在會(huì)導(dǎo)致焊點(diǎn)斷裂、韌性和抗低周疲勞能力下降,從而導(dǎo)致焊點(diǎn)的可靠性降低。以當(dāng)前最為成熟的Sn-Ag系無(wú)鉛焊料為例,由于熔點(diǎn)更高,相應(yīng)的再流焊溫度也將提高,加之無(wú)鉛焊料中Sn含量都比Sn-Pb焊料高,這兩者都增大了焊點(diǎn)和基體間界面上形成金屬問化合物的速率,導(dǎo)致焊點(diǎn)提前失效。
另外,由于無(wú)鉛焊料和傳統(tǒng)Sn-Pb焊料成分不同,因而它們和焊盤材料,如Cu、Ni、AgPd等的反應(yīng)速率及反應(yīng)產(chǎn)物可能不同,焊點(diǎn)也會(huì)表現(xiàn)出不同的可靠性。同時(shí)焊料和助焊劑的兼容性也會(huì)對(duì)焊點(diǎn)的可靠性產(chǎn)生非常大的影響。有研究表明:焊料和助焊劑各成分之間不兼容會(huì)導(dǎo)致附著力減小。此外,由于熱膨脹系數(shù)不匹配,又會(huì)加快焊料周期性的疲勞失效。因此要特別注意選擇兼容性優(yōu)良的焊料和助焊劑,才能耐受住無(wú)鉛再流焊時(shí)的高溫沖擊。
另外,各互連焊接部件均來(lái)自于不同生產(chǎn)廠商,因而部件質(zhì)量難免參差不齊,如器件引腳可焊性不良等,對(duì)無(wú)鉛工藝焊點(diǎn)可靠性有較大影響。比較典型的例子是.PCB板焊盤質(zhì)量問題。由于以前的熱風(fēng)整平(HASL)焊盤涂層工藝存在一些缺點(diǎn),因此目前OEM廠商應(yīng)用較廣泛的包括有機(jī)可焊性保護(hù)層(OSP)和Ni/Au涂層工藝。
其中Ni/Au涂層又有浸金法和鍍金法兩種,浸金法由于工藝簡(jiǎn)單而較受國(guó)內(nèi)廠商青睞,但此法難于控制Au層厚度,常會(huì)出現(xiàn)Au層厚度不足導(dǎo)致其下的Ni層氧化,影響回流焊接時(shí)焊點(diǎn)的性能。對(duì)于此種情況,廠商一般可用俄歇電子能譜儀(AES)精確測(cè)量PCB焊盤的Au層厚度是否符合規(guī)格。
[page]
(3)工藝:在SMT、MCM制作工藝過程中,通常會(huì)遇到諸如焊料儲(chǔ)存溫度不當(dāng)、焊盤焊料不足、再流焊溫度曲線設(shè)置不當(dāng)?shù)葐栴}。就無(wú)鉛焊接而言,再流焊工藝溫度曲線的優(yōu)化至為重要,優(yōu)良的工藝既可保證形成高可靠性的焊接,又保持盡可能低的峰值溫度。
因此,目前除日本以外,其他國(guó)家的消費(fèi)電子公司似乎都接受了錫銀銅合金系列,合金中銀所占比例為3.0%~4.7%,銅為0.5%-3.0%。不同成分的合金熔點(diǎn)相差不大,基本上在217℃-221℃之間,而錫鉛合金(63%的錫和37%的鉛)的液相溫度是183℃,兩者相差34℃。
因此嚴(yán)密監(jiān)控再流工藝中的關(guān)鍵變量,如峰值溫度、高于液相溫度的時(shí)間、浸漬時(shí)間、浸漬溫度以及由于選擇焊劑和焊膏而引起的斜坡速率,以確保再流焊過程保持1.33或高于1.33的Cpk。另外需注意的一點(diǎn)是含Bi無(wú)鉛焊料的使用問題。研究發(fā)現(xiàn),含Bi焊料與Sn-Pb涂層的器件接觸時(shí),回流焊后會(huì)生成Sn-Pb-Bi共晶合金,熔點(diǎn)只有99.6℃,極易導(dǎo)致焊接部位開裂的發(fā)生。因此對(duì)含Bi無(wú)鉛焊料的使用需注意器件涂層是否為Sn-Pb涂層。
另外,關(guān)于無(wú)鉛焊接工藝中出現(xiàn)的空洞問題14,15]。空洞是互連焊點(diǎn)在回流焊接中常見的一種缺陷,在BGA/CSP等器件上表現(xiàn)得尤為突出。由于空洞的大小、位置、所占比例以及測(cè)量方面的差異性較大,至今對(duì)空洞水平的安全性評(píng)估仍未統(tǒng)一。有經(jīng)驗(yàn)的工程師習(xí)慣將無(wú)較大空洞(小尺寸的空洞體積之和不超過焊點(diǎn)體積的0.5%)、空洞比例低于15%~20%,且不集中于連接處的空洞歸于回流焊接中常見的一種缺陷,并認(rèn)為是可以接受的;
另一方面,按照Motorola的研究結(jié)果認(rèn)為直徑3μm~5μm的空洞事實(shí)上能提高焊點(diǎn)的長(zhǎng)期可靠性,因?yàn)樗谝欢ǔ潭壬峡梢宰柚购更c(diǎn)中裂紋的擴(kuò)展。但一般認(rèn)為大的空洞,或空洞面積達(dá)到一定比例后會(huì)給可靠性帶來(lái)不利影響。
因此,在無(wú)鉛焊接中,空洞仍然是一個(gè)必須關(guān)注的問題。在熔融狀態(tài)下,Sn/Ag/Cu合金比Sn-Pb合金的表面張力更大,表面張力的增加勢(shì)必會(huì)使氣體在冷卻階段的外溢更加閑難,使得空洞比例增加。這一點(diǎn)在無(wú)鉛錫膏的研發(fā)過程中得到證實(shí),結(jié)果顯示使用無(wú)鉛錫膏的焊點(diǎn)中的空洞數(shù)量多于使用錫鉛錫膏的焊點(diǎn)。
大的空洞和一些小的球形空洞是由于助焊劑的揮發(fā)造成的,錫膏中助焊劑的配比是影響焊點(diǎn)空洞的最直接因素,因此無(wú)鉛錫膏仍有很大的改善空間。作為新一代的無(wú)鉛錫膏產(chǎn)品,Multicore(96SCLF32OAGS88)由于增加了助焊劑在高溫的活性,實(shí)現(xiàn)了技術(shù)上的長(zhǎng)足飛躍,使得無(wú)鉛焊點(diǎn)的空洞水平可降低到7.5%左右。近兩年隨著材料研究方面的進(jìn)展,研制的第二代通用型無(wú)鉛焊膏除了具有更寬的工藝窗口、更容易應(yīng)用、有更好的外觀外,最為重要的是解決了空洞問題。
無(wú)鉛焊點(diǎn)可靠性測(cè)試方法
無(wú)鉛焊點(diǎn)可靠性測(cè)試,主要是對(duì)電子組裝產(chǎn)品進(jìn)行熱負(fù)荷試驗(yàn)(溫度沖擊或溫度循環(huán)試驗(yàn));按照疲勞壽命試驗(yàn)條件對(duì)電子器件結(jié)合部進(jìn)行機(jī)械應(yīng)力測(cè)試;使用模型進(jìn)行壽命評(píng)估。目前比較著名的模型有低循環(huán)疲勞的Coffin-Manson模型,一般在考慮平均溫度與頻率的影響時(shí)使用修正Coffin-Manson模型,而在考慮材料的溫度特性及蠕變關(guān)系時(shí)采用Coffin-Manson模型。
無(wú)鉛焊點(diǎn)可靠性測(cè)試方法主要有外觀檢查、X-ray檢查、金相切片分析、強(qiáng)度(抗拉、剪切)、疲勞壽命、高溫高濕、跌落實(shí)驗(yàn)、隨機(jī)震動(dòng)、可靠性檢測(cè)方法等。
外觀檢查:無(wú)鉛和有鉛焊接的焊點(diǎn)從外表看是有差別的,并影響AOI系統(tǒng)的正確性。無(wú)鉛焊點(diǎn)的條紋更明顯,并且比相應(yīng)的有鉛焊點(diǎn)粗糙,這是從液態(tài)到固態(tài)的相變?cè)斐傻摹R虼诉@類焊點(diǎn)看起來(lái)顯得更粗糙、不平整。另外,由于無(wú)鉛焊料的表面張力較高,不像有鉛焊料那么容易流動(dòng),形成的圓角形狀也不盡相同。
因此檢測(cè)儀器必須做一些參數(shù)或程序調(diào)整,自動(dòng)光學(xué)檢測(cè)儀(AOI)制造商已經(jīng)推出了相應(yīng)的解決方案,其中包括歐姆龍采用三色光源和不同的照射角度將焊點(diǎn)的三維形狀用二維圖像表示出來(lái),而安捷倫也在最近推出了采用固態(tài)建模(SSM)技術(shù)的三維自動(dòng)光學(xué)檢測(cè)設(shè)備等。
X-ray檢查:無(wú)鉛焊的球形焊點(diǎn)中虛焊增多。無(wú)鉛焊的焊接密度較高,可以檢測(cè)出焊接中出現(xiàn)的裂縫和虛焊。銅、錫和銀應(yīng)屬于“高密度”材料,為了進(jìn)行優(yōu)良焊接的特性表征、監(jiān)控組裝工藝,以及進(jìn)行最重要的焊點(diǎn)結(jié)構(gòu)完整性分析,有必要對(duì)X射線系統(tǒng)進(jìn)行重新校準(zhǔn),對(duì)檢測(cè)設(shè)備有較高要求。
準(zhǔn)自動(dòng)焊點(diǎn)可靠性檢測(cè)技術(shù)是利用光熱法逐點(diǎn)檢測(cè)電路板焊點(diǎn)質(zhì)量的一種先進(jìn)技術(shù),具有檢測(cè)精度高、可靠性好、檢測(cè)時(shí)不須接觸或破壞被測(cè)焊點(diǎn)等特點(diǎn)。檢測(cè)時(shí)對(duì)印制電路板的焊點(diǎn)逐點(diǎn)注入確定的激光能量,同時(shí)用紅外探測(cè)器監(jiān)測(cè)焊點(diǎn)在受到激光照射后產(chǎn)生的熱輻射。由于熱輻射特性與焊點(diǎn)的質(zhì)量狀況有關(guān),故可據(jù)此判定焊點(diǎn)的質(zhì)量好壞。激光與焊點(diǎn)的對(duì)準(zhǔn)和注入以及焊點(diǎn)質(zhì)量差別均由計(jì)算機(jī)及相應(yīng)的軟件完成。
測(cè)試裝置包括YJLG激光系統(tǒng)、紅外探測(cè)系統(tǒng)、X-Y掃描工作平臺(tái)以及由計(jì)算機(jī)控制的驅(qū)動(dòng)系統(tǒng)、閉路電視監(jiān)視系統(tǒng)、判讀軟件等五部分組成。此技術(shù)的焊點(diǎn)重缺陷檢出率為100%,,其他缺陷檢出率遠(yuǎn)高于人工檢測(cè)。檢測(cè)速度滿足小批量生產(chǎn)需要,特別適用于可靠性要求高、批量小的產(chǎn)品檢測(cè)。
在無(wú)鉛工藝焊點(diǎn)可靠性測(cè)試中,比較重要的是針對(duì)焊點(diǎn)與連接元器件熱膨脹系數(shù)不同進(jìn)行的溫度相關(guān)疲勞測(cè)試,包括等溫機(jī)械疲勞測(cè)試、熱疲勞測(cè)試及耐腐蝕測(cè)試等。其中根據(jù)測(cè)試結(jié)果可以確認(rèn)相同溫度下不同無(wú)鉛材料的抗機(jī)械應(yīng)力能力不同,同時(shí)有研究表明不同無(wú)鉛材料顯示出不同的失效機(jī)理,失效形態(tài)也各不相同。
對(duì)制造商來(lái)說,可靠性屬于比較高層次的考慮因素,但優(yōu)良的制造工藝方面還是最重要的,沒有先進(jìn)的制造工藝就沒有較高的可靠性。所以改進(jìn)材料和工藝是解決采用無(wú)鉛焊所出現(xiàn)的可靠性和失效缺陷的關(guān)鍵。
焊點(diǎn)在微電子封裝產(chǎn)業(yè)中起著舉足輕重的作用,相關(guān)設(shè)計(jì)、工藝均應(yīng)引起充分重視。積極優(yōu)化焊接工藝、找出失效模式、分析失效機(jī)理、提高產(chǎn)品質(zhì)量和可靠性水平,對(duì)電子封裝產(chǎn)業(yè)均有重要的意義。
無(wú)鉛焊點(diǎn)由于焊料的差異和焊接工藝參數(shù)的調(diào)整,必不可少地會(huì)給焊點(diǎn)可靠性帶來(lái)新的問題。我們從設(shè)計(jì)、材料及工藝角度分析了影響無(wú)鉛焊點(diǎn)可靠性的因素,如金屬間化合物厚度增加、材料的熱匹配問題、空洞問題、可靠性測(cè)試參數(shù)的改變等。
無(wú)鉛化技術(shù)已經(jīng)日趨成熟,但是在無(wú)鉛化進(jìn)程中還存在一些懸而未決的問題,如焊點(diǎn)的剪切疲勞、蠕變問題、虛焊現(xiàn)象、焊點(diǎn)熱疲勞的主要變形機(jī)制、焊點(diǎn)的顯微結(jié)構(gòu)對(duì)焊點(diǎn)的疲勞行為的影響與作用機(jī)制等,都有待進(jìn)一步研究。
去焊接工藝與測(cè)試社區(qū)看看



